Org. Synth. 2023, 100, 199-217
DOI: 10.15227/orgsyn.100.0199
Synthesis of Phenols from Benzoic Acids
Submitted by Wenzhang Xiong, Rui Wang, Zhengqiang Liu, Feng Peng, Ralph Zhao, and Wenbo H. Liu*
1Checked by Martina Drescher, Saad Shaaban and Nuno Maulide
1. Procedure (Note 1)
Caution! Reactions and subsequent operations involving peracids and peroxy compounds should be run behind a safety shield. For relatively fast reactions, the rate of addition of the peroxy compound should be slow enough so that it reacts rapidly and no significant unreacted excess is allowed to build up. The reaction mixture should be stirred efficiently while the peroxy compound is being added, and cooling should generally be provided and maintained since many reactions of peroxy compounds are exothermic. New or unfamiliar reactions, particularly those run at elevated temperatures, should be run first on a small scale. Reaction products should never be recovered from the final reaction mixture by distillation until all residual active oxygen compounds (including unreacted peroxy compounds) have been destroyed. Decomposition of active oxygen compounds may be accomplished by the procedure described in Korach, M.; Nielsen, D. R.; Rideout, W. H. Org. Synth. 1962, 42, 50 (Org. Synth. 1973, Coll. Vol. 5, 414).
A. 4-Phenoxybenzoyl chloride (2). Under an ambient atmosphere, 4-phenoxybenzoic acid 1 (7.07 g, 33.0 mmol, 1 equiv) (Note 2) is added via a powder funnel to an oven-dried three-necked flask (250 mL) equipped with two glass stoppers, a two-way adapter connected to a vacuum/argon inlet, and a 2.4-cm × 1.0-cm Teflon-coated football-shaped stir bar. Dichloromethane (90 mL) (Note 3) is added, which is measured using a 100 mL graduated cylinder and introduced into the reaction vessel through a 60 mL glass funnel. A catalytic amount of DMF (0.174 mL) (Note 4) is then added using a 250 μL microliter syringe. The reaction mixture is cooled to 0 ℃ using an ice/water bath and stirred at 520 rpm for 5 min (Figure 1A). Oxalyl chloride (4.19 mL, 49.5 mmol, 1.5 equiv) (Note 5) is added to the reaction mixture with a 5 mL plastic syringe at an addition rate of one drop/sec for about 3 min. The reaction immediately generates gas (possibly CO and CO2). After the addition of (COCl)2 at 0 ℃ is complete, the reaction mixture is stirred at 520 rpm for 16 h at 25 ℃. The reaction mixture, initially a suspension, turns from colorless to a pale-yellow solution (Figure 1B). Then the reaction is terminated, and the stir bar is removed. The reaction mixture is transferred to the pear-shaped flask (250 mL). The three-necked flask is further washed with DCM (3 × 5 mL) (Note 3), which is combined and transferred to the flask. The flask is connected to a rotary evaporator and is concentrated under reduced pressure (38 ℃, 40 mmHg), and dried in vacuo (0.5 mmHg) at ambient temperature for 1 h to afford crude 4-phenoxybenzoyl chloride 2 (7.07 g) (Figure 1C) (Notes 6 and 7), which is used directly without further purification for the next step.

Figure 1. 4-Phenoxybenzoyl chloride reaction setup (A) Reaction flask cooled to 0 ℃; (B) Appearance after 16 h; (c) Crude acyl chloride (photos provided by the submitters)
B. Benzoic 3-chlorobenzoic peroxyanhydride (3). Dichloromethane (30 mL) (Note 3) is added to a pear-shaped flask (250.0 mL) of 4-Phenoxybenzoyl chloride 2 (7.07 g, 30.4 mmol, 1.0 equiv) (Note 6). The acyl chloride solution is transferred via a 30 mL plastic syringe to a 250 mL, three-necked flask with a 2.4-cm × 1.0-cm Teflon-coated football-shaped stir bar. The source flask is washed with DCM (2 × 30 mL), and the solution is then transferred via a plastic syringe to the reaction flask. The reaction flask is equipped with two glass stoppers and a two-way adapter connected to a vacuum/argon inlet, and the flask is subsequently placed into a water bath at ambient temperature (23 ℃). Then, K2CO3 (12.6 g, 91.2 mmol, 3.0 equiv) (Note 8) is added via a powder funnel. Afterwards, 77% m-CPBA (4 × 1.75 g, 4 × 7.6 mmol, 1.0 equiv) (Note 9) is added via a powder funnel to the reaction solution at 5-min intervals over an overall period of 20 min. The reaction between m-CPBA and K2CO3 produces gas and creates an exothem sufficient to cause DCM to condense on the walls of the flask. The reaction mixture is stirred at 520 rpm for 4 h at 25 ℃ under air (Figure 2A). The stir bar is removed, and the reaction mixture is transferred to a separatory funnel (250 mL). The three-necked flask is further washed with DCM (3 × 5 mL) (Note 3), which is combined and transferred to the same separatory funnel. Water (100 mL) is added, the organic layer is separated, and the aqueous layer is extracted with EtOAc (3 × 50 mL) (Note 10). The combined organic layers are dried over anhydrous Na2SO4 (ca. 90 g) (Note 11) for 1 h. After filtration with a sand core funnel, the filtrate is then transferred to the pear-shaped flask (250 mL). The source flask is further washed with EtOAc (3 × 5 mL) (Note 10), which is combined and transferred to the flask. The flask is connected to a rotary evaporator, concentrated under reduced pressure (38 ℃, 40 mmHg), and dried in vacuo (0.25 mmHg) at ambient temperature for 1 h to afford crude 3-chlorobenzoic 4-phenoxybenzoic peroxyanhydride 3 (10.9 g) (Figure 2B) (Notes 12, 13, and 14), which is used directly without further purification for the next step.
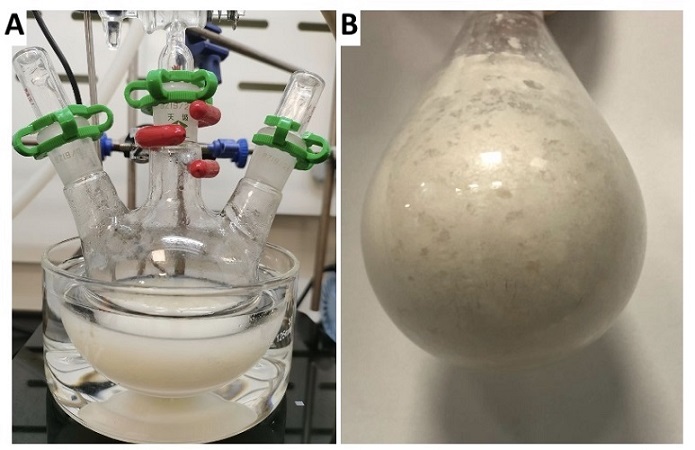
Figure 2. (A) Appearance of step B after 4 h; (B) Appearance of crude benzoic 3-chlorobenzoic peroxyanhydride (photos provided by the submitters)
C. 4-Phenoxyphenol (4). An oven-dried three-necked flask (250.0 mL) is equipped with two glass stoppers, a two-way adapter connected to a vacuum/argon inlet, and a 2.4-cm × 1.0-cm Teflon-coated football-shaped stir bar. The three-necked flask is evacuated and back-filled with argon three times, and the flask is submerged in a water bath (23 ℃). Under argon atmosphere, 3-chlorobenzoic 4-phenoxybenzoic peroxy-anhydride 3 (10.9 g, 29.7 mmol, 1.0 equiv) (Note 13) is added via a powder funnel, following brief removal of one of the glass stoppers. The source flask is washed with anhydrous DCM (3 × 5.0 mL) (Note 15), and the solution is then transferred via a plastic syringe to the reaction flask. Then, anhydrous DCM (115.0 mL) (Note 15) is added to a three-necked flask by syringe. Triflic acid (CF3SO3H) (2.10 mL, 23.8 mmol, 0.8 equiv) (Note 16) is added to the reaction mixture using a glass, air-tight syringe with Luer lock metal needle (3 mL) at an addition rate of one drop every 5 sec for about 20 min. The reaction produces gas (possibly CO2) and an exotherm that causes DCM to condense on the walls of the flask. The solution turns from colorless to dark red.The reaction mixture is stirred at 520 rpm for 6 h at 25 ℃ (Figure 3A). The resulting solution is distilled under reduced pressure (25 ℃, 40 mmHg) with an aspirator-keeping the water bath in place, in order to counteract cooling of the reaction mixture during distillation-to provide the crude corresponding phenolic ester (Figure 3B) (Note 17). The three-necked flask (250 mL) containing phenolic esters is evacuated and back-filled with argon three times. Methanol (130.0 mL) (Note 18) is added by a 150.0 mL plastic syringe to the three-necked flask. Potassium carbonate (12.6 g, 91.5 mmol, 3.1 equiv) (Note 8) is then added via a powder funnel. The reaction mixture is stirred at 520 rpm for 18 h at 25 ℃ (Figure 3C), and the reaction is monitored by TLC (Note 19). The reaction mixture is acidified by addition of 1 M HCl to pH = 3-5, and the stir bar is removed. The resulting mixture is transferred to the pear-shaped flask (500 mL). The source flask is further washed with EtOAc (3 × 5 mL) (Note 10), which is combined and transferred to the flask. The flask is connected to a rotary evaporator, the methanol solution is concentrated under reduced pressure (38 ℃, 40 mmHg) and the remaining solution is transferred to a 500 mL separatory funnel. The pear-shaped flask is further washed with EtOAc (3 × 20 mL) (Note 10), which is combined and transferred to the separation funnel. Water (40 mL) and saturated aqueous NaHCO3 (40 mL) are added into the separation funnel, the organic layer is separated, and the aqueous layer is extracted with EtOAc (3 × 60 mL) (Note 10). The combined organic layers are dried over anhydrous Na2SO4 (ca. 85 g) (Note 11) for 1 h. After the filtration through a sand core funnel, the filtrate is then transferred to the pear-shaped flask (250 mL). The source flask is further washed with EtOAc (3 × 5 mL) (Note 10), which is combined and transferred to the flask. The flask is connected to a rotary evaporator and is concentrated under reduced pressure (38 ℃, 40 mmHg), The residue is purified by chromatography on silica gel (Note 20) (petroleum ether/EtOAc) to afford 4-phenoxyphenol (4.12 g, 67% yield for three steps) (Figure 3D) (Notes 21, 22, and 23).

Figure 3. (A) Step B after CF3SO3H was added; (B) Distillation of volatile materials; (C) Methanolysis reaction mixture after 18 h; (D) 4-phenoxyphenol (4) (photos provided by the submitters)
2. Notes
1. Prior to performing each reaction, a thorough hazard analysis and risk assessment should be carried out with regard to each chemical substance and experimental operation on the scale planned and in the context of the laboratory where the procedures will be carried out. Guidelines for carrying out risk assessments and for analyzing the hazards associated with chemicals can be found in references such as Chapter 4 of "Prudent Practices in the Laboratory" (The National Academies Press, Washington, D.C., 2011; the full text can be accessed free of charge at
https://www.nap.edu/catalog/12654/prudent-practices-in-the-laboratory-handling-and-management-of-chemical. See also "Identifying and Evaluating Hazards in Research Laboratories" (American Chemical Society, 2015) which is available via the associated website "Hazard Assessment in Research Laboratories" at
https://www.acs.org/content/acs/en/about/governance/committees/chemicalsafety/hazard-assessment.html. In the case of this procedure, the risk assessment should include (but not necessarily be limited to) an evaluation of
benzoic acid,
dichloromethane,
dimethylformamide,
oxalyl chloride,
potassium carbonate,
m-CPBA,
ethyl acetate,
anhydrous sodium sulfate,
trifluoromethanesulfonic acid,
methanol, silica gel, and
CDCl3.
2.
4-Phenoxybenzoic acid (>99%) was purchased from bidepharm.com Shanghai, China, and was used as received. The checkers used
4-phenoxybenzoic acid (>99%) obtained from Thermo Fisher.
3.
Dichloromethane (AR) was obtained from Energy Chemical Shanghai, China, and was used as received. The checkers used
DCM obtained from Fisher Scientific.
4.
Dimethylformamide (AR) was obtained from Macklin Shanghai, China, and was used as received. The checkers used DMF obtained from Thermo Fisher.
5.
Oxalyl chloride (98%) was obtained from Aladdin Shanghai, China, and was used as received. The checkers used
(COCl)2 (98%) obtained from TCI.
6. Characterization data of
4-Phenoxybenzoyl chloride (
2):
1H NMR
pdf (
CDCl3, 400 MHz) δ: 8.10 - 8.07 (m, 2H), 7.45 - 7.41 (m, 3H), 7.28 - 7.23 (m, 2H), 7.12 - 7.07 (m, 3H), 7.03 - 6.98 (m, 3H).
13C NMR
pdf (
CDCl3, 151 MHz) δ: 167.1, 164.1, 154.5, 133.9, 130.3, 126.9, 125.1, 120.4, 117.1.
7. A reaction checked on half-scale provided 3.54 g of the product.
8.
Potassium carbonate (>99%) was purchased from bidepharm.com Shanghai, China, and was used as received. Using less
K2CO3 will result in lower yield. The checkers used
K2CO3 obtained from Fisher Scientific.
9.
m-CPBA (75%) was obtained from Energy Chemical Shanghai, China, and was used as received. The checkers used
m-CPBA (77%) obtained from Sigma Aldrich.
10.
EtOAc (AR) was obtained from Energy Chemical Shanghai, China, and was used as received. The checkers used
EtOAc obtained from Donau Chemie.
11. Anhydrous
Na2SO4 was purchased from bidepharm.com Shanghai, China, and used as received. The checkers used
Na2SO4 obtained from Herba Chemosan.
12.
Benzoic 3-chlorobenzoic peroxyanhydride (
3) is suspected to be a highly energetic compound, however, three repeated DSC (Differential Scanning Calorimetry) runs of the dried sample in a crippled Al DSC pan at 5 ℃/min showed exotherm of only 103-104 J/g with onset temperature of around 85 ℃. In addition, iso-age of the sample on DSC for 8 h/40 ℃ did not indicate any exotherm. Rescanning of the isolated sample on DSC (Figure 4) revealed similar DSC results, further indicating this sample is relatively stable at 40 ℃. The bp of methylene chloride is 39.6 ℃, so the reaction conditions would not be able to trigger the thermal decomposition of this peroxyl compound.
Figure 4. DSC of benzoic 3-chlorobenzoic peroxyanhydride
13. Characterization data of
3-chlorobenzoic peroxyanhydride (
3):
1H NMR
pdf (
CDCl3, 400 MHz) δ: 8.10 - 8.07 (m, 2H), 7.45 - 7.41 (m, 3H), 7.28 - 7.23 (m, 2H), 7.12 - 7.07 (m, 3H), 7.03 - 6.98 (m, 3H).
13C NMR
pdf (
CDCl3, 151 MHz) δ: 167.1, 164.1, 154.5, 133.9, 130.3, 126.9, 125.1, 120.4, 117.1. Dry
DCM was obtained from J&K Scientific and was used as received. The checkers used anhydrous
DCM obtained from Thermo Fisher.
14. A reaction checked on half-scale provided 5.43 g of the product.
15. Dry
DCM was obtained from J&K Scientific and was used as received. The checkers used anhydrous
DCM obtained from Thermo Fisher.
16.
Triflic acid (>99%) was obtained from Energy Chemical Shanghai, China, and was used as received. The checkers used
CF3SO3H (>99%) obtained from TCI.
17. This process removed
DCM and other volatiles. The submitters report that removal of all
CF3SO3H was not necessary.
18.
CH3OH (AR) was obtained from Macklin Shanghai, China, and was used as received. The checkers used
CH3OH obtained from Fisher Scientific.
19. TLC (Figure 5) analysis was performed on silica gel plates (0.15-0.2 mm, glass-backed, purchased from Nuotai Biotechnology Co., Ltd. Shanxi, China) with 10%
ethyl acetate in petroleum ether as an eluent. The plate was visualized using a UV lamp (254 nm) or
KMnO4. The
4-phenoxyphenol: R
f = 0.28 (10%
ethyl acetate in petroleum ether).
Figure 5. TLC analysis (A) by UV, (B) The same TLC after staining with standard KMnO4 stain (photos provided by the submitters)
20. Flash column chromatography (Figure 6) was performed on silica gel (300-400 mesh, purchased from Nuotai Biotechnology Co., Ltd. Shanxi, China; the checkers used silica gel 230-325 mesh, purchased from Macherey & Nagel). The column with a 4.6 cm diameter × 25.4 cm height was wet packed with 85 g of silica gel in petroleum ether (400 mL). The crude oil was loaded onto the column using 8 g of silica gel. Fraction collection began, and the eluent solvent system was switched to 50/1 petroleum ether/
EtOAc (815 mL), followed by 30/1 petroleum ether/
EtOAc (930 mL), and then 20/1 petroleum ether/
EtOAc (1260 mL). The desired product was obtained in fractions 63-155, which were combined and concentrated on a rotary evaporator (38 ℃, 40 mmHg) and then dried in a high vacuum (0.25 mmHg) for 2 h.
Figure 6. Chromatographic column (photo provided by the submitters)
21. Characterization data of
4-phenoxyphenol (
4): R
f = 0.28 (Eluent: petroleum ether/
EtOAc = 10:1). White solid, mp 82-83 ℃; IR (thin film, ATR) 3199, 1600, 1587, 1503, 1484, 1440, 1239, 1212, 1163, 1094, 874, 879, 814, 749, 690 cm
-1;
1H NMR
pdf (
CDCl3, 600 MHz) δ: 7.32 (t,
J = 7.9 Hz, 2H), 7.05 (t,
J = 7.8 Hz, 1H), 6.98 - 6.94 (m, 4H), 6.86 - 6.82(m, 2H), 4.61 (s, 1H).
13C NMR
pdf (
CDCl3, 151 MHz) δ: 158.5, 151.6, 150.3, 129.6, 122.5, 120.0, 117.6, 116.3.
22. Purity was assessed to be >98% based on qNMR
pdf using
1,3,5-trimethoxybenzene as an Internal standard.
23. A reaction checked on half-scale provided 1.99 g (65%) of the product over the three steps.
Working with Hazardous Chemicals
The procedures in
Organic Syntheses are intended for use only by persons with proper training in experimental organic chemistry. All hazardous materials should be handled using the standard procedures for work with chemicals described in references such as "Prudent Practices in the Laboratory" (The National Academies Press, Washington, D.C., 2011; the full text can be accessed free of charge at
http://www.nap.edu/catalog.php?record_id=12654). All chemical waste should be disposed of in accordance with local regulations. For general guidelines for the management of chemical waste, see Chapter 8 of Prudent Practices.
In some articles in Organic Syntheses, chemical-specific hazards are highlighted in red "Caution Notes" within a procedure. It is important to recognize that the absence of a caution note does not imply that no significant hazards are associated with the chemicals involved in that procedure. Prior to performing a reaction, a thorough risk assessment should be carried out that includes a review of the potential hazards associated with each chemical and experimental operation on the scale that is planned for the procedure. Guidelines for carrying out a risk assessment and for analyzing the hazards associated with chemicals can be found in Chapter 4 of Prudent Practices.
The procedures described in Organic Syntheses are provided as published and are conducted at one's own risk. Organic Syntheses, Inc., its Editors, and its Board of Directors do not warrant or guarantee the safety of individuals using these procedures and hereby disclaim any liability for any injuries or damages claimed to have resulted from or related in any way to the procedures herein.
3. Discussion
Phenols are the critical structure unit in many natural products and pharmaceutical molecules.
2,3,4,5,6 Moreover, they are the essential intermediates to produce a series of complicated skeletons in organic synthesis. Accordingly, developing pathways to access phenols is the hotspot in organic synthesis. The classical method to afford phenol is based on the oxidation rearrangement of cumene, which has been widely used in industries.
7 However, this method suffers from harsh reaction conditions (330-370 K) and tedious preparation procedures, rendering narrow substrate scope and low yield. The nucleophilic substitutions of aryl precursors,
8,9 transition-metal-catalyzed cross-couplings,
10,11,12,13,14 and C-H activation
7,15,16,17 have opened up avenues for the formation of phenols and their derivatives. Although much progress has been made in this field, some limitations have still not been solved, including harsh reaction conditions, poor reaction selectivity, and metal residue issue in the products. To meet the demands of green chemistry and sustainability, exploiting a simple and efficient method to prepare phenols is highly desired.
Carboxylic acids are one of the widely used feedstocks. Among many conversions based on carboxylic acids, the decarboxylative reaction of
benzoic acid with the extrusion of CO
2 has aroused continuous interest from organic chemists,
18,19,20,21,22 but in most circumstances, high temperatures and transition metals are required to satisfy the reactivity.
Herein, a simple and practical method to turn benzoic acid into phenol is demonstrated.
23 This method does not require light sources and transition metal assistance, which can be performed at room temperature. In addition, this method shows good tolerance to various functional groups, which can effectively convert various substituted benzoic acids into the corresponding phenols.
To rationalize this transformation, the following mechanism was proposed: in the presence of CF3SO3H, compound 3 is protonated to form intermediate 5. Next, the migration of more electron-rich arene affords 6 and 7. Through a nucleophilic attack, 6 would react with 7 to form the intermediate 8. Then, intermediate 8 is not stable, which might spontaneously rearrange to 9 together with releasing CO2. Finally, the intermediate 9 could be easily converted to the desired phenol product 4 under primary methanolysis conditions.
Scheme 1. Proposed reaction mechanism
Appendix
Chemical Abstracts Nomenclature (Registry Number)
Benzoyl chloride (98-88-4)
Benzoic acid (65-85-0)
Oxalyl chloride (79-37-8)
Potassium carbonate (584-08-7)
3-Chloroperbenzoic acid (937-14-4)
Trifluoromethanesulfonic acid (1493-13-6)
4-Phenoxyphenol (1) (831-82-3)

|
Wenzhang Xiong was born in Anhui, China, in 1995. He received his B.S. degree from Fuyang Normal University in 2018. He obtained his M.S. degree in 2021 from Wenzhou University. In the same year, he moved to Sun Yat-sen University and started his Ph.D. study under the supervision of Prof. Wenbo Liu. |

|
Rui Wang was born in the Shandong province of China. He received his B.S. degree from Yantai University in 2017. He obtained his M.S. degree in 2020 from Fuzhou University. He is now performing Ph.D. studies under the supervision of Prof. Wenbo Liu's laboratory at the College of Chemistry at Sun Yat-sen University. |

|
Zhengqiang Liu was born in the Sichuan Province of China in 1996. He received his B.S. degree from Mianyang Normal University in 2019, then continued his postgraduate study and completed an M.S. degree at Southwest University in 2022. Then, he joined the group of Prof. Wenbo Liu for further study at Sun Yat-sen University. |

|
Wenbo Liu received his B.Sc. degree in 2010 from University of Science and Technology of China and his Ph.D. in 2017 from McGill University. He joined Sun Yat-sen University in April 2021. His research interests are organic synthesis, green chemistry, and chemical biology. |

|
Feng Peng joined the Process Research Department of Merck & Co., Inc. in 2012. His research focuses on using state-of-art organic chemistry to address critical problems in drug development. He received his B. S. degree from Beijing Normal University. He obtained his M.S. under the supervision of Professor Dennis Hall at University of Alberta with a research focus on Boron Chemistry. Feng then moved to New York City, where he obtained Ph.D. in the area of total synthesis (maoecrystal V) with Professor Samuel Danishefsky at Columbia University. |

|
Ralph Zhao is a Principal Scientist in Environmental and Process Safety Engineering (EPSE) group at Merck. His career focus is on process safety field. Currently, he manages all environmental and process safety related issues when Merck transfers small molecule API process from the labs to internal scale-up facilities and external partners. Ralph obtained his B.S. and M. Sc. in Radiation Chemistry from Peking University in China, and Ph.D. in Organic/Polymer chemistry from Virginia Commonwealth University in Richmond, VA under Prof. Raphael Ottenbrite. |

|
Martina Drescher is the lead technician of the Maulide group at the University of Vienna, where she has worked with several group leaders over the course of 39 years. |

|
Saad Shaaban is a senior Scientist in the Maulide group since 2022. He has obtained Ph.D. in 2018 under the supervision of Prof. Nuno Maulide at the university of Vienna-Austria. Then he conducted a post-doctoral research period (supported by Alexander von Humboldt fellowship) with Prof. Herbert Waldmann at the Max-Planck institute for Molecular Physiology in Dortmund-Germany. |
Copyright © 1921-, Organic Syntheses, Inc. All Rights Reserved