Org. Synth. 2026, 103, 269-282
DOI: 10.15227/orgsyn.103.0269
Preparation of Vinyltriphenylbismuthonium (Vinyl-Bis) Tetrafluoroborate and Hexafluoroantimonate Salts
Submitting Authors: Li Li, Filippo Carpaneto, Adriana Zayia, Jade Feria, and Viresh H. Rawal*
1Checking Authors: James H. Herbort
2 and Kevin M. Maloney*
21. Procedure (Note 1)
A. Vinyltriphenylbismuthonium tetrafluoroborate (Vinyl-Bis·BF4) (1). A 250-mL pear-shaped flask (24/40 joint) equipped with a 25 × 7 mm Teflon-coated magnetic stir bar (Figure 1A) is charged at room temperature with triphenylbismuth (4.40 g, 10.0 mmol, 1.0 equiv) (Notes 2,3,4). Acetonitrile (20 mL) is added to the flask via a graduated cylinder and the reaction was stirred for 2 min (Notes 5, 6). The triphenylbismuth dissolves partially, giving a white suspension (Figure 1B). SelectfluorTM (3.72 g, 10.5 mmol, 1.05 equiv) is added in a single portion to the flask while stirring (Note 7), and the suspension becomes slightly tan in color (Figure 1C). After 15 min (Note 8), potassium vinyltrifluoroborate (1.56 g, 90 wt%, 10.5 mmol, 1.05 equiv) is added as a solid (Note 9). Then boron trifluoride diethyl etherate (1.85 mL, 15.0 mmol, 1.5 equiv) is added in one portion to the flask (Notes 10, 11), with the suspension becoming a slightly darker tan color (Figure 1D). The reaction is stirred for 30 min at room temperature (Note 12).
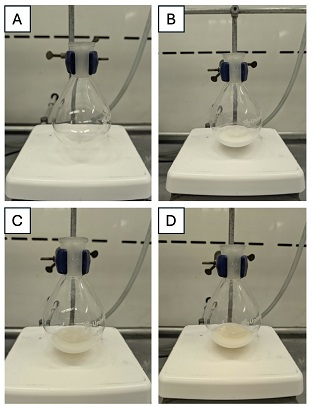
Figure 1. A. Reaction set up; B. the suspension of triphenylbismuth in acetonitrile; C. after addition of SelectfluorTM; D. after addition of potassium vinyltrifluoroborate and boron trifluoride diethyl etherate (Photos were provided by the submitting authors)
The stir bar is removed, and the solvent is removed by rotary evaporation (Notes 13, 14). Dichloromethane (75 mL) is added to the crude mixture using a graduated cylinder (Note 15), and a spatula is used to scrape the solids from the sides of the flask to create a uniform suspension. The mixture is then filtered through a 150-mL medium porosity fritted funnel packed with a 2.5 cm layer of washed sand (Figure 2A), into a 500-mL round-bottomed flask. An additional 75 mL of dichloromethane is added to the reaction flask. The walls of the flask are scraped, and the resulting suspension is poured through the sand layer. This process is repeated one more time. The solids retained on the sand are washed with an additional 50 mL of dichloromethane (Figure 2B).
Figure 2. A. Filtration set up; B. Solution after filtration; C. Extraction interface; D. Organic layer after drying (Photos A and B were provided by the submitting authors and photos C and D were provided by the checking authors)
The filtrate is transferred to a 500-mL separatory funnel, and deionized water (150 mL) is added using a graduated cylinder. The biphasic mixture is shaken (Figure 2C), and the organic (bottom) layer is collected in a 500-mL Erlenmeyer flask and dried over anhydrous sodium sulfate (25 g) (Figure 2D) (Notes 16, 17). The solution is filtered through a filter funnel with a 10-μm frit into a 1-L round-bottomed flask and concentrated by rotary evaporation to one third of the original volume (Note 13 and 14). The solution is then transferred to a smaller flask (250 mL), and concentrated further by rotary evaporation to afford a viscous liquid. Hexanes (ca. 50 mL) are added (Note 18), whereupon a white precipitate appears. The mixture is then swirled in a sonicating bath for 20 sec to further precipitate the product - a white powder. The remaining solvent is removed by rotary evaporation (Notes 13 and 14) and the flask is placed under high vacuum overnight (Note 19) to yield 5.25 g (93%) of vinyltriphenylbismuthonium tetrafluoroborate (Vinyl-Bis·BF4, 1) of a purity of 98% (Note 20) (Figure 3A).
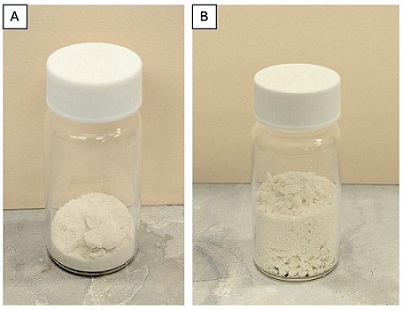
Figure 3. A. Purified product 1; B. Product 2 (Photos were provided by the submitting authors)
B. Vinyltriphenylbismuthonium hexafluoroantimonate (Vinyl-Bis·SbF6) (2). Triphenylbismuth (4.40 g, 10.0 mmol, 1.0 equiv), acetonitrile (20 mL) SelectfluorTM (3.72 g, 10.5 mmol, 1.05 equiv), potassium vinyltrifluoroborate (1.56 g, 90 wt%, 10.5 mmol, 1.05 equiv), and boron trifluoride diethyl etherate (1.85 mL, 15.0 mmol, 1.5 equiv) are reacted following the same procedure as described in part A. After the addition of potassium vinyltrifluoroborate and boron trifluoride diethyl etherate, and then stirring the reaction mixture for 30 minutes at room temperature (Note 3), a solution of sodium hexafluoroantimonate (12.94 g, 50 mmol, 5.00 equiv) in acetone (60 mL) in a 100 mL Erlenmeyer flask is added to the reaction mixture (Notes 21 and 22). The resulting mixture is stirred for an additional 5 minutes (Note 23). The stir bar is removed, and the crude mixture is concentrated by rotary evaporation to afford a clumpy solid (Notes 13, 14). Dichloromethane (75 mL) is added to the crude mixture (Note 15), and a spatula is used to scrape the solids from the wall of the flask to create a suspension. The mixture is then filtered through a 150 mL Büchner funnel packed with a 2.5 cm layer of washed sand into a 500 mL round-bottomed flask. An additional 75 mL of dichloromethane is added to the reaction flask, and the wall of the flask is scraped. The resulting suspension is poured through the sand layer. This process is repeated one more time. The solids retained on the sand are washed with an additional 50 mL of dichloromethane. The filtrate is transferred to a 500 mL separatory funnel, and deionized water (150 mL) is added. The biphasic mixture is shaken; the organic layer is collected in a 500 mL Erlenmeyer flask, and dried over anhydrous sodium sulfate (25 g) (Notes 16, 17). The solution is filtered through a filter funnel with a 10-μm frit into a 1 L round-bottomed flask and concentrated by rotary evaporation to one third of the original volume (Note 14). The solution is then transferred to a smaller flask (250 mL) and concentrated further by rotary evaporation to afford a viscous liquid. Hexanes (ca. 50 mL) are added (Notes 13 and 18), whereupon a white precipitate appears. The mixture is swirled in a sonicating bath for 20 seconds to further precipitate the product, an off-white powder. The remaining solvent is removed by rotary evaporation (Notes 13 and 14). After drying under high vacuum (0.2 mmHg) overnight, vinyltriphenylbismuthonium hexafluoroantimonate (Vinyl-Bis·SbF6, 2) is obtained as an off-white solid (6.62 g, 94% yield) (Figure 3B) with a purity of 99.1% as determined by qNMR (Note 24).
2. Notes
1. Prior to performing each reaction, a thorough hazard analysis and risk assessment should be carried out with regard to each chemical substance and experimental operation on the scale planned and in the context of the laboratory where the procedures will be carried out. Guidelines for carrying out risk assessments and for analyzing the hazards associated with chemicals can be found in references such as Chapter 4 of "Prudent Practices in the Laboratory" (The National Academies Press, Washington, D.C., 2011; the full text can be accessed free of charge at
https://www.nap.edu/catalog/12654/prudent-practices-in-the-laboratory-handling-and-management-of-chemical. See also "Identifying and Evaluating Hazards in Research Laboratories" (American Chemical Society, 2015) which is available via the associated website "Hazard Assessment in Research Laboratories" at
https://www.acs.org/about/governance/committees/chemical-safety.html. In the case of this procedure, the risk assessment should include (but not necessarily be limited to) an evaluation of the potential hazards associated with
triphenylbismuth,
SelectfluorTM,
acetonitrile,
potassium vinyltrifluoroborate,
boron trifluoride diethyl etherate,
dichloromethane,
sodium sulfate anhydrous, hexanes,
acetone, and
sodium hexafluoroantimonate.
2. A large pear-shaped or round-bottomed flask is recommended because the crude material must be concentrated in vacuo after the reaction, and it tends to bump. Transferring it to a larger flask after the reaction is difficult due to solubility issues.
3. Room temperature refers to 20-22 ℃.
4.
Triphenylbismuth (>99.5%) was purchased from GlpBio (submitting authors) and Astatech (checking authors) and used as received.
5.
Acetonitrile was purchased from Fisher Chemical (submitting authors) and Sigma Aldrich-Sure/Seal (checking authors) and used as received.
6. A stirring rate of 500 rpm was used.
7.
SelectfluorTM (>95%) was purchased from Oakwood Chemical and used as received. The addition of
SelectfluorTM is exothermic. The internal temperature increased from 20.7 to 39.0 ℃ upon addition.
8. The reaction can be monitored by TLC. An eluent of hexanes:ethyl acetate 19:1 was used with silica gel 60 GF254 plates. The TLC plate was visualized under UV light (254 nm) to monitor the consumption of
triphenylbismuth (
Ph3Bi) (R
f = 0.72) (Figure 4).
Figure 4. TLC of starting material (S), reaction after 15 minutes (R), and co-spot (C) (Photo was provided by the submitting authors)
9.
Potassium trifluoro(vinyl)borate (90%) was purchased from Oakwood Chemical and used as received. 1.56 g of the compound were used instead of 1.41 g to compensate for its lower purity. The additions of vinyl potassium trifluoroborate and BF
3 diethyl etherate are accompanied by 5 ℃ and 14 ℃ increases to the internal temperature respectively.
10.
Boron trifluoride diethyl etherate (>99%) was purchased from Millipore Sigma (submitting authors) and Oakwood (checking authors) and used as received.
11. The reagent was added as a single portion via an adjustable volume pipette.
12. The reaction can be monitored by TLC. An eluent of
dichloromethane:
acetone 9:1 was used with silica gel 60 GF254 plates. The TLC was visualized under UV light (254 nm) to observe the consumption of putative intermediate fluorotriphenylbismuthonium salt (R
f = 0.19) and the formation of
1 (R
f = 0.65) (Figure 5).
Figure 5. TLC of reaction 15 minutes after adding Selectfluor TM (S), reaction 30 minutes after the subsequent addition of potassium trifluoro(vinyl)borate and boron trifluoride diethyl etherate (R), and co-spot (C) (Photo was provided by the submitting authors)
13. A rotovap was used with a bath temperature of 40 ℃ and vacuum at 75 - 300 mmHg.
14. During evaporation, the mixture becomes very thick and prone to bumping.
15.
Dichloromethane (99.5%) was purchased from Fisher Chemical and used as received.
16. Brine should not be used to dry the solution after washing with water, as Cl
- ions will exchange with the counterion.
17. Anhydrous
sodium sulfate (99%) was purchased from Fisher Chemical and used as received. The drying of the organic layer with
Na2SO4 is kinetically slow and requires intermittent swirling of the Erlenmeyer flask for 10-15 minutes to achieve a clear organic layer. If the organic layer is still opaque after this period, another portion of
sodium sulfate may be added to facilitate further drying.
18. Hexanes (98.5%) was purchased from Fisher Chemical and used as received.
19. High vacuum pressure was measured at 0.2 mmHg.
20. Product
1 is characterized as follows:
1H NMR
pdf (500 MHz, CDCl
3) δ 8.30 (s, 1H), 7.74 (d,
J = 7.5 Hz, 6H), 7.65 (t,
J = 7.4 Hz, 6H), 7.62 - 7.56 (m, 3H), 7.28 (s, 1H), 6.26 (d,
J = 16.8 Hz, 1H) ppm;
13C NMR
pdf (126 MHz, CDCl
3) δ 138.7, 137.4, 136.0, 135.4, 132.4, 132.3 ppm;
19F NMR
pdf (471 MHz, CDCl
3) δ -148.8 ppm;
11B NMR
pdf (160 MHz, CDCl
3) δ -1.04 ppm; HRMS (ESI) calculated for C
20H
18Bi [M-BF
4]
+ m/z: 467.1207, found: 467.1199; mp 125-127 ℃. The purity of
1 is assessed as 97.4% using quantitative NMR
pdf using
1,3,5-trimethoxybenzene (Sigma-Aldrich; >99%) as an internal standard.
21.
Sodium hexafluoroantimonate (>99%) was purchased from GlpBio (submitting authors) and Oakwood (checking authors) and used as received.
22.
Acetone (ACS grade, >99.5%) was purchased from Fisher Chemical and used as received.
23. The reaction can be monitored by TLC. An eluent of
dichloromethane:
acetone 19:1 was used with silica gel 60 GF254 plates. The TLC was visualized under UV light (254 nm) to observe the consumption of
1 (R
f = 0.32) and the formation of
2 (R
f = 0.81) (Figure 6).
Figure 6. TLC of reaction 30 minutes after adding boron trifluoride diethyl etherate and potassium vinyltrifluoroborate (S), 5 minutes after adding NaSbF6 (R), and co-spot (C) (Photo was provided by the submitting authors)
24. Product
2 is characterized as follows:
1H NMR
pdf (600 MHz, CDCl
3) δ 8.02 (br s, 1H), 7.68 (m,
J = 7.3 Hz, 12H), 7.64 - 7.59 (m, 3H), 7.26 (br s, 1H), 6.33 - 6.31 (br d,
J = 12.1 Hz, 1H) ppm;
13C NMR
pdf (151 MHz, CDCl
3) δ 140.6, 135.8, 135.5, 132.9, 132.7, 131.8 ppm;
19F NMR
pdf (470 MHz,
acetone) δ -112.9, -115.3, -117.0, -117.5, -119.8, -121.1, -122.0, -124.3, -125.2, -126.5, -128.8, -129.3, -131.0, -133.4 ppm; HRMS (ESI) calculated for C
20H
18Bi [M-SbF
6]
+ m/z: 467.1207, found: 467.1203; mp 104-109 ℃. The purity of
2 is assessed as 99.1% by quantitative NMR
pdf using
1,3,5-trimethoxybenzene (Sigma-Aldrich; >99%) as an internal standard.
Working with Hazardous Chemicals
The procedures in
Organic Syntheses are intended for use only by persons with proper training in experimental organic chemistry. All hazardous materials should be handled using the standard procedures for work with chemicals described in references such as "Prudent Practices in the Laboratory" (The National Academies Press, Washington, D.C., 2011; the full text can be accessed free of charge at
http://www.nap.edu/catalog.php?record_id=12654). All chemical waste should be disposed of in accordance with local regulations. For general guidelines for the management of chemical waste, see Chapter 8 of Prudent Practices.
In some articles in Organic Syntheses, chemical-specific hazards are highlighted in red "Caution Notes" within a procedure. It is important to recognize that the absence of a caution note does not imply that no significant hazards are associated with the chemicals involved in that procedure. Prior to performing a reaction, a thorough risk assessment should be carried out that includes a review of the potential hazards associated with each chemical and experimental operation on the scale that is planned for the procedure. Guidelines for carrying out a risk assessment and for analyzing the hazards associated with chemicals can be found in Chapter 4 of Prudent Practices.
The procedures described in Organic Syntheses are provided as published and are conducted at one's own risk. Organic Syntheses, Inc., its Editors, and its Board of Directors do not warrant or guarantee the safety of individuals using these procedures and hereby disclaim any liability for any injuries or damages claimed to have resulted from or related in any way to the procedures herein.
3. Discussion
The direct installation of a vinyl group α to a carbonyl group has long posed a significant challenge in organic synthesis. Although the vinyl unit is a common structural feature in many natural products and serves as a versatile handle for downstream functionalization, general and operationally simple methods for α-vinylation have remained elusive.
3,4,5,6,7 We recently reported that vinyltriarylbismuthonium ("Vinyl-Bis") salts provide a practical and efficient solution to this problem. Acting as electrophilic vinyl donors, these reagents enable direct C-C bond formation with enolates under transition-metal-free conditions.
8Among the Vinyl-Bis salts evaluated, the SbF6- salt (2) emerged as a highly effective reagent, delivering the vinylation products in high yields while minimizing the formation of arylated byproducts. In addition, conducting the reactions at low temperature significantly enhanced both selectivity and yield.
The scope of this chemistry is notable. Enolates of 1,3-dicarbonyl compounds (3) and simple ketones (4, 5) (Table 1A) undergo vinylation in good to excellent yields. Additionally, these vinylation reactions exhibit excellent diastereoselectivity, particularly with substituted cyclic ketones (6, 7). Beyond standard enolate vinylation, Vinyl-Bis reagents were shown to successfully participate in tandem conjugate addition/vinylation sequences, providing a streamlined route to α,β-difunctionalized carbonyl compounds (8-10) (Table 1B). These one-pot transformations efficiently construct trans-substituted cyclohexanones and other core scaffolds frequently found in natural products. Moreover, Vinyl-Bis salts also address the challenge of γ-vinylation of cyclohexenones through the Stork-Danheiser transposition (Table 1C), as exemplified by the reaction of vinylogous ester 11 with 2 followed by Grignard addition, affording cyclohexenones 13. The byproduct of the vinylation reaction is triphenylbismuth, which is recovered in nearly quantitative yield, rendering the method more sustainable.
In summary, Vinyl-Bis salts provide a robust, operationally simple, and stereoselective platform for the α-vinylation of enolates. The ability to use these reagents across diverse substrate classes, in tandem sequences, and in related alkenylation and arylation reactions makes this a versatile tool for the construction of complex molecular frameworks.
Table 1. Selected substrate scope of the vinylation
Appendix
Chemical Abstracts Nomenclature (Registry Number)
Triphenylbismuth: triphenylbismuthane; (603-33-8)
Acetonitrile: acetonitrile; (75-05-8)
SelectfluorTM: N-Fluoro-N'-chloromethyltriethylenediamine bis(tetrafluoroborate; (140681-55-6)
Potassium trifluoro(vinyl)borate: potassium ethenyl(trifluoro)boranuide; (13682-77-4)
Boron trifluoride diethyl etherate; (109-63-7)
Sodium hexafluoroantimonate; (16925-25-0)
|
Li Li is originally from Chongqing, China, and received his B.S. degree from Zhengzhou University. He earned his Ph.D. at Peking University under the mentorship of Prof. Yong Huang, where he received comprehensive training in organic methodology, including transition-metal catalysis, photochemistry, and organocatalysis. He is currently a postdoctoral scholar in the Rawal group at the University of Chicago, focusing on the development of bismuth-mediated reactions. |

|
Filippo Carpaneto is from Torino, Italy and attended the Università di Torino where he obtained his B.S. and M.S. He is currently a graduate student in the Rawal group at the University of Chicago, working on the development of new bismuth-mediated C-C bond-forming reactions and the total synthesis of complex alkaloids. |

|
Adriana Zayia is originally from Chicago, Illinois, and received her B.S. from the Illinois Institute of Technology. She joined the Rawal group as a summer undergraduate researcher, working on the synthesis of alkaloids and on bismuth-mediated vinylations. She is currently pursuing her Ph.D. in Organic Chemistry at the University of Florida. |
|
Jade Feria is from Berkeley, California. She currently attends the University of Chicago and is expected to receive a Bachelor of Science in Chemistry and Mathematics in 2027. She joined the Rawal group as a summer undergraduate researcher in 2025, where she began her research involvement with bismuth-mediated vinylation and arylation reactions. |
|
Viresh H. Rawal was born in India and received his B.S. from the University of Connecticut. He earned his Ph.D. at the University of Pennsylvania under Michael P. Cava and completed postdoctoral studies with Gilbert Stork at Columbia University. He started his independent career at Ohio State University and in 1995 moved to the University of Chicago, where he is now Professor of Chemistry. His research focuses on new synthetic methods, asymmetric catalysis, and the total synthesis of natural products. |

|
James Herbort is from Dayton, Ohio. He received his B.S. from Wright State University and his Ph.D. from The Ohio State University, where he worked jointly with Professors David Nagib and T. V. RajanBabu. In 2022, he joined the Process Chemistry group at Merck, where he focuses on the development of scalable chemical processes for commercial manufacturing. |

|
Kevin M. Maloney received his B.S. in chemistry and biochemistry from Stetson University and his Ph.D. in organic chemistry from the Massachusetts Institute of Technology, where he conducted research with Professor Rick Danheiser. He joined the Process Chemistry group at Merck in 2007 and is currently an Executive Director, leading the Process Chemistry group, which focuses on developing scalable, green, and cost-effective chemical processes for the manufacturing of active pharmaceutical ingredients. |
Copyright © 1921-, Organic Syntheses, Inc. All Rights Reserved